FG-Catalog Fiberglass ຜະລິດຕະພັນ Fiberglass ທີ່ເຂັ້ມແຂງແລະນ້ໍາຫນັກເບົາ



ຄໍາຮ້ອງສະຫມັກຜະລິດຕະພັນ: tape ເສັ້ນໄຍແກ້ວຖືກນໍາໃຊ້ຕົ້ນຕໍໃນອຸດສາຫະກໍາ: insulation ຄວາມຮ້ອນ, fireproof, inflaming retarding, ປະທັບຕາ, ແລະອື່ນໆໂດຍສະເພາະ, ມັນຖືກນໍາໃຊ້ກັບການປະທັບຕາແລະການປົກປ້ອງທຸກປະເພດຂອງ fireplaces ຄົວເຮືອນ.
ພາບລວມດ້ານວິຊາການ:
ອຸນຫະພູມເຮັດວຽກ:
550℃
ຊ່ວງຂະໜາດ:
ກວ້າງ: 15-300 ມມ
ຄວາມຫນາ: 1.5-5mm
ຄວາມຍາວມາດຕະຖານ: 30M
ຄວາມຮູ້ເພີ່ມເຕີມກ່ຽວກັບ fiberglass
ເສັ້ນດ້າຍ Fiberglass
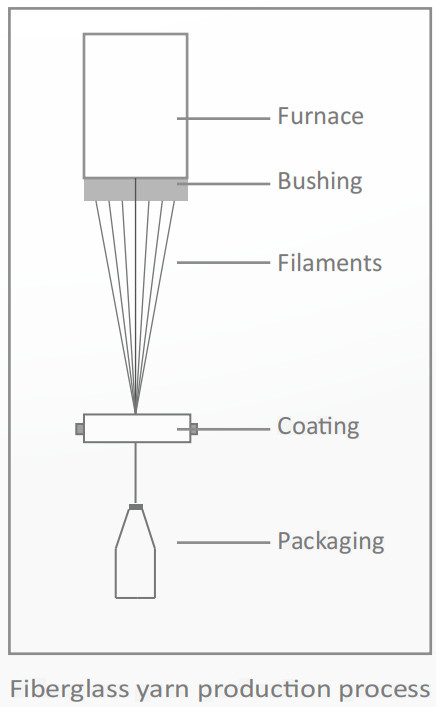
ຂະບວນການຂອງການປ່ຽນແກ້ວລະລາຍເປັນເສັ້ນໄຍໂດຍຜ່ານການເຮັດໃຫ້ຄວາມຮ້ອນແລະການແຕ້ມແກ້ວເປັນເສັ້ນໄຍອັນດີເປັນທີ່ຮູ້ຈັກສໍາລັບພັນປີ; ຢ່າງໃດກໍຕາມ, ພຽງແຕ່ຫຼັງຈາກການພັດທະນາອຸດສາຫະກໍາໃນໄລຍະ 1930s ໄດ້ເຮັດໃຫ້ເປັນໄປໄດ້ຜະລິດຕະພັນຂະຫນາດໃຫຍ່ຂອງຜະລິດຕະພັນເຫຼົ່ານີ້ເຫມາະສົມສໍາລັບ applictons ແຜ່ນແພ.
ເສັ້ນໄຍແມ່ນໄດ້ຮັບໂດຍຜ່ານຂະບວນການຫ້າຂັ້ນຕອນທີ່ເອີ້ນວ່າ batching, melting, fiberizaton, ການເຄືອບແລະການແຫ້ງ / ການຫຸ້ມຫໍ່.
• batching
ໃນລະຫວ່າງຂັ້ນຕອນນີ້, ວັດຖຸດິບໄດ້ຖືກຊັ່ງນໍ້າຫນັກຢ່າງລະມັດລະວັງໃນປະລິມານທີ່ແນ່ນອນແລະປະສົມຢ່າງລະອຽດຫຼື batched. ສໍາລັບຕົວຢ່າງ, E-Glass ແມ່ນປະກອບດ້ວຍ SiO2 (Silica), Al2O3 (ອາລູມິນຽມອອກໄຊ), CaO (ແຄຊຽມອອກໄຊຫຼືປູນຂາວ), MgO (ແມກນີຊຽມອອກໄຊ), B2O3 (boron oxide), ແລະອື່ນໆ ...
•ການລະລາຍ
ເມື່ອວັດສະດຸຖືກ batched ແລ້ວຖືກສົ່ງໄປຫາ furnaces ພິເສດທີ່ມີອຸນຫະພູມປະມານ 1400 ° C. ປົກກະຕິແລ້ວ furnaces ແບ່ງອອກເປັນສາມພາກທີ່ມີລະດັບອຸນຫະພູມທີ່ແຕກຕ່າງກັນ.
• Fiberizaton
ແກ້ວ molten ຜ່ານພຸ່ມໄມ້ທີ່ເຮັດຈາກໂລຫະປະສົມ platnum ທົນທານຕໍ່ການເຊາະເຈື່ອນທີ່ມີຈໍານວນການກໍານົດຂອງ orifices ລະອຽດຫຼາຍ. ຍົນນ້ໍາເຮັດໃຫ້ຄວາມເຢັນຂອງເສັ້ນປະສາດໃນຂະນະທີ່ພວກມັນອອກມາຈາກພຸ່ມໄມ້ແລະຖືກລວບລວມຢ່າງຕໍ່ເນື່ອງໂດຍເຄື່ອງປັ່ນປ່ວນຄວາມໄວສູງ. ເນື່ອງຈາກຄວາມເຄັ່ງຕຶງຢູ່ທີ່ນີ້, ກະແສຂອງແກ້ວ molten ໄດ້ຖືກດຶງເຂົ້າໄປໃນ filaments ບາງໆ.
•ການເຄືອບ
ການເຄືອບສານເຄມີແມ່ນໃຊ້ໃສ່ແຜ່ນເຫຼັກເພື່ອເຮັດໜ້າທີ່ເປັນສານລະລາຍ. ຂັ້ນຕອນນີ້ແມ່ນມີຄວາມຈໍາເປັນເພື່ອປົກປັກຮັກສາເສັ້ນດ່າງຈາກການສະກັດແລະແຕກອອກຈາກການເກັບກໍາແລະບາດແຜເປັນການຫຸ້ມຫໍ່.
•ການອົບແຫ້ງ / ການຫຸ້ມຫໍ່
ເສັ້ນໃຍທີ່ແຕ້ມແລ້ວໄດ້ຖືກເກັບເຂົ້າກັນເປັນມັດ, ປະກອບເປັນສາຍແກ້ວປະກອບດ້ວຍເສັ້ນໃຍຫຼາຍຊະນິດ. ເສັ້ນດ້າຍຖືກບາດແຜໃສ່ກອງເປັນຊຸດກອບເປັນຈໍານວນທີ່ຄ້າຍຄືກັບເສັ້ນດ້າຍ.
ນາມສະກຸນຂອງເສັ້ນດ້າຍ
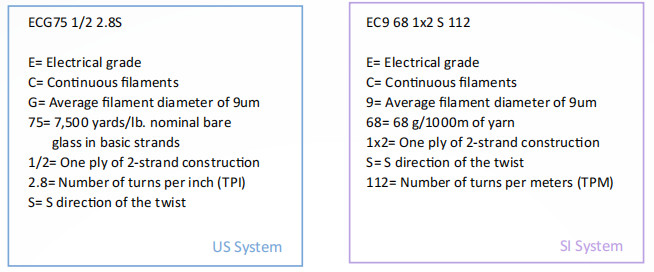
ປົກກະຕິແລ້ວເສັ້ນໃຍແກ້ວແມ່ນຖືກກໍານົດໂດຍລະບົບປະເພນີຂອງສະຫະລັດ (ລະບົບນິ້ວປອນ) ຫຼືໂດຍລະບົບ SI/metric (TEX/metric system). ທັງສອງແມ່ນມາດຕະຖານການວັດແທກທີ່ໄດ້ຮັບການຍອມຮັບລະຫວ່າງປະເທດເຊິ່ງກໍານົດອົງປະກອບແກ້ວ, ປະເພດ filament, strand count ແລະໂຄງສ້າງເສັ້ນດ້າຍ.
ຂ້າງລຸ່ມນີ້ແມ່ນລະບົບ identficaton ສະເພາະສໍາລັບທັງສອງມາດຕະຖານ:
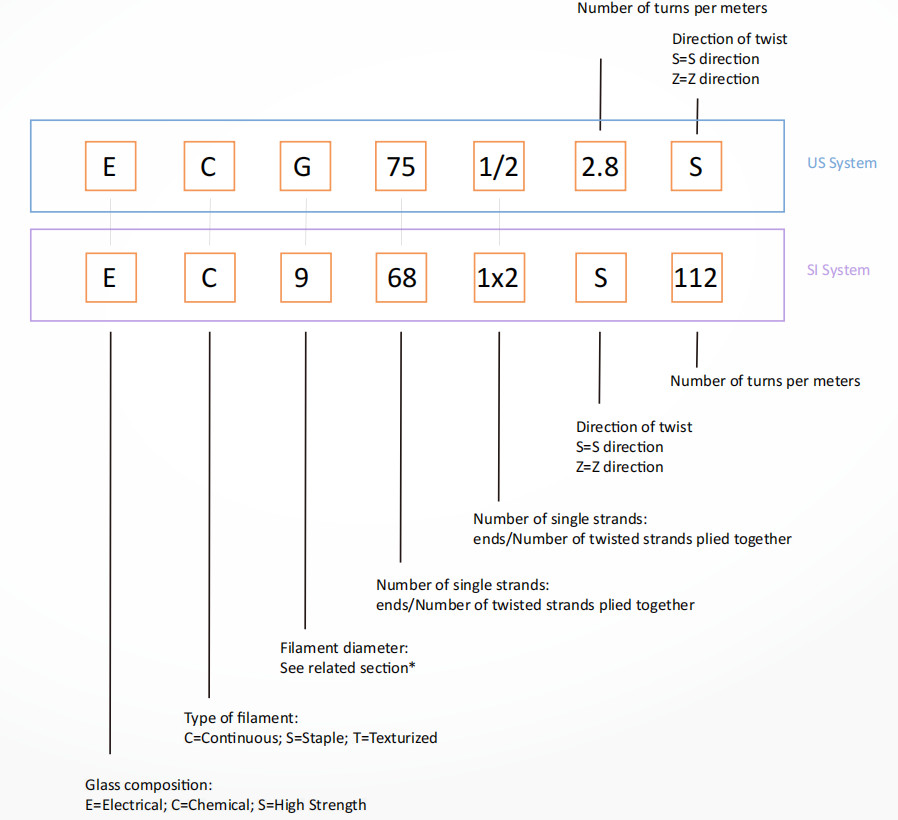
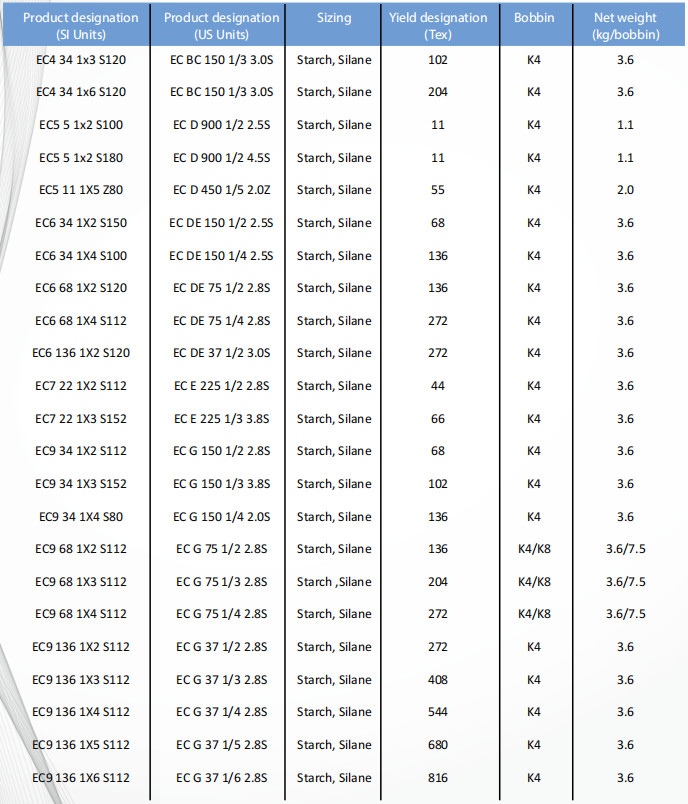
ນາມສະກຸນຂອງເສັ້ນດ້າຍ (ຕໍ່)
ຕົວຢ່າງຂອງລະບົບ yarn identficaton
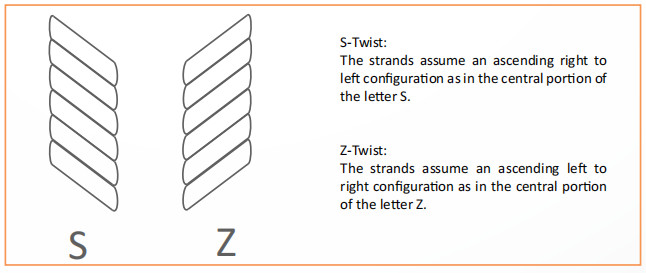
ບິດທິດທາງ
ການບິດແມ່ນໃຊ້ກົນຈັກກັບເສັ້ນດ້າຍເພື່ອສະຫນອງຜົນປະໂຫຍດໃນແງ່ຂອງການປັບປຸງການຕໍ່ຕ້ານການຂັດ, ການປຸງແຕ່ງທີ່ດີກວ່າ, ແລະຄວາມເຂັ້ມແຂງ tensile ສູງຂຶ້ນ. ທິດທາງຂອງບິດຖືກຊີ້ບອກໂດຍປົກກະຕິດ້ວຍຕົວອັກສອນ S ຫຼື Z.
ທິດທາງ S ຫຼື Z ຂອງເສັ້ນດ້າຍສາມາດຖືກຮັບຮູ້ໂດຍຄວາມຊັນຂອງເສັ້ນດ້າຍໃນເວລາທີ່ມັນຖືກຍຶດຢູ່ໃນ vertcal positon.
ນາມສະກຸນຂອງເສັ້ນດ້າຍ (ຕໍ່)
ເສັ້ນຜ່າສູນກາງເສັ້ນດ້າຍ - ຄ່າການປຽບທຽບລະຫວ່າງລະບົບ US ແລະ SI
| ຫົວໜ່ວຍສະຫະລັດ (ຈົດໝາຍ) | ຫນ່ວຍ SI (ໄມໂຄຣນ) | SI UnitsTEX (g/100m) | ຈໍານວນປະມານຂອງ filaments |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | ໑໓໔ | 1632 |
| G | 9 | ໑໓໔ | 816 |
| K | 13 | ໑໓໔ | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
ຄ່າປຽບທຽບ - Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | ໑໔໐ |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | ໑໖໒ |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | ໑໑໒ | 7.0 | 280 |
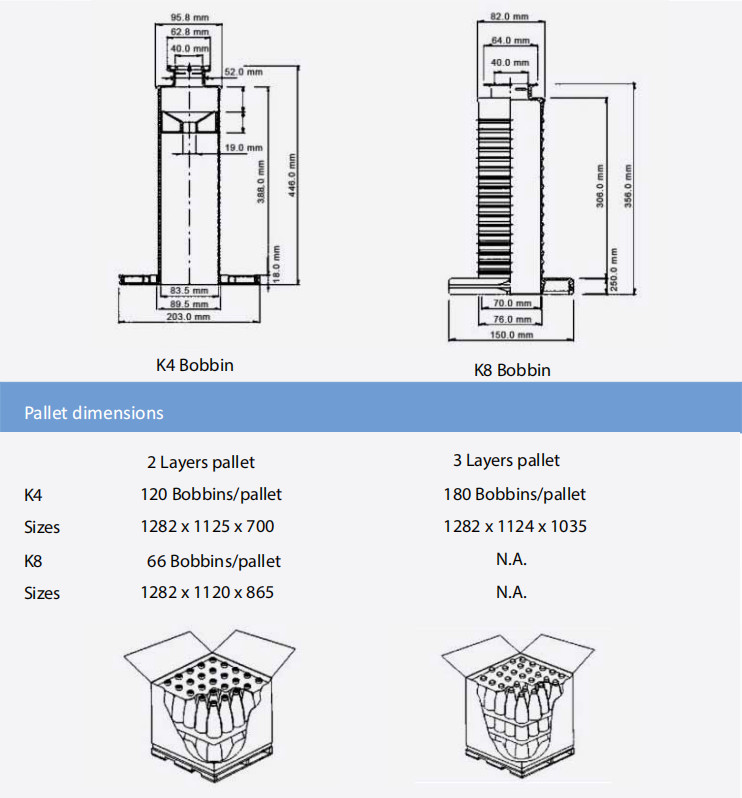
ເສັ້ນດ້າຍ
E-Glass ເສັ້ນດ້າຍບິດຢ່າງຕໍ່ເນື່ອງ
ການຫຸ້ມຫໍ່
E-Glass ເສັ້ນດ້າຍບິດຢ່າງຕໍ່ເນື່ອງ